
The TIG 225X combines some modern technologies that set it apart from its competitors.
IGBT Technology: The device is equipped with IGBT technology, which makes it stand out from its competition. Furthermore, this modernized automation is much more reliable than simple transformer-based welders.
PWM Technology: Using Pulse Width Modulation, the penetration depth is controlled so that you get the perfect arc every time. In the same category of welders, it offers a wide range of amperages.
High Pulse Rate: The device offers a maximum pulse rate of 200Hz without causing any damage to the weld.
HF Start Hand Torch: Finally, the HF start hand torch makes the device safer to use and sets it apart among the rest.
12 Scenarios Considered
110Hours of Research
18 Experts Interviewed
400 Reviews Analyzed
Affiliate Disclaimer: This post may contain links that will earn us a commission at no cost to you. This helps keep Weldingzilla.com a free resource for our readers.
In case you are in need of a professional, clean weld, TIG welding is undoubtedly your best option.
There is a downside to these machines, however, as they can be very pricey and the budget-friendly options are often too watered down.
Then there are options such as the PrimeWeld TIG225X that are also available.
You even get the ability to AC TIG aluminum using this machine, as it comes with all the accessories you need (excluding the gas).
For a price of under $1,000, it is worth a look if you are a small to medium-sized welding shop that is looking to get into some serious TIG welding.
Related Read: Best welding Helmet for 2021
Primeweld TIG225x Review- Quick Overview

What’s Included:
- A CK Global 17 series Superflex tig torch with a flex head plus a CK Superflex hose and DIN connector
- With 12 feet of cable, ground clamp
- The electrode holder comes with a 12-foot cable
- Adapter for 110v to 220v
- Amperage control with foot pedal
- Regulator for natural gas
- Consumables kit for TIG torch includes #5 #6 #7 cups, 1/16′′ 3/32′′ collets, 3/32′′ collet body, Grey tungsten electrode, 3/32′′*175mm, short back cap, long back cap.
- An argon hose
- Hammer brush and hand-hold mask
- The torch switch
- Manual for users

Technical Specifications:
| Welder Type | TIG, Stick |
| Stated Input Voltage | 120V / 240 V |
| Output Amperage (TIG) | 20 – 140A (120V) 20 – 225A (240V) |
| Duty Cycle (TIG) | 40% @ max (120V & 240V) 100% @ 108A (120V) 100% @ 155A (240V, AC TIG) |
| Output Amperage (Stick) | 20 – 120A (120V) 20 – 180A (240V) |
| Duty Cycle (Stick) | 40% @ max (120V & 240V) 100% @ 76A (120V) 100% @ 139A (240V, AC TIG) |
| Current Output | AC and DC |
| Transformer Technology | IGBT Inverters |
| Weldable Materials | Steel, Stainless, Aluminum, Copper, Chromoly, Magnesium, Brass, Bronze |
| Stock Thickness | 1/16 – 3/8 in. steel 1/16 – 1/4 in. aluminum |
| Power Switch | On Back |
| Foot Pedal | ✅ |
| Trigger Switch on Torch | ✅ |
| Electrode Holder (“stinger”) | ✅ |
| Square Wave Technology | ✅ |
| TIG Pulse Frequency | Frequency: 0.5-200 HZ |
| TIG AC Balance Range | 30 – 70% |
| Pre & Post Flow Control | ✅ |
| High-Frequency Start | ✅ |
| 2T/4T Tigger Control | ✅ |
| Welder Dimensions (H x W x L) | 22.24 x 11.80 x 27.76 inches |
| Weight | 41 lbs. |
| Warranty | 3 years |
| Our Rating | ★★★★½ |

- Powered by 120V or 240V
- Flexible head torch CK17 and Superflex hose
- Power output of 20-225A for TIG
- Welding using AC and DC TIG
- Setup for uphill and downhill slopes
- Current control base
- Trigger operation on 2T and 4T
- Included now is a rocker style foot pedal
- Travel-friendly
- Design based on square waves and inverters
- Selection of high, low, and off pulses
- Pulse width and frequency settings
- Cleaning of weld puddles (AC balance)
- Frequently occurring starts
- Torch switch with a finger
- Stinger included with the stick weld
- The many settings are not displayed in color or on the screen
- A single digital display for the amps and a knob for the rest can be confusing
- There are a lot of loud fans
- Welders with generators are not covered by any guidelines
How do I use the TIG225X AC/DC Welder?
Operation of DC TIG WELDING
The HF (high frequency) ignition permits the arc to begin by TIG welding without touching the tungsten electrode to the workpiece. Pressing the foot pedal to activate the machine will trigger the gas flow, and the ignition with HF results in the arc being ignited across the space between the electrode and workpiece.
It is possible that the distance between the electrode and piece of work can be as little as one-quarter” (6.3mm). The arc-ignition method is a way to prevent the inclusion of tungsten in the workpiece. It also extends the life of tungsten and gives the operator better control of the starting and stopping of the arc.
- Make your front-end torch components using the correct dimensions and tungsten electrodes required for the task. The tungsten electrode requires sharpened points to be used for DC welding.
- The maximum amount of welding (amps) can be utilized using the Amps control knob, and then observe the setting on display. Choose the appropriate amps according to how thick the material has to be being worked on.
- If you use the mode 2T, start current, the upslope slope, and the end current isn’t applicable. If you are using the 4T mode, there are four actions. The first is to press the hands to alter the start current, the following press the button to release it to alter the current of welding, and the third-hand switch is used to adjust the end currently, and finally release the hand switch to stop welding.
- The torch should be held above the workpiece, leaving a one-quarter” (3.2mm) space between the tungsten and the piece of work.
- The foot pedal should be pressed in a small amount to ignite the arc between the tungsten and the piece of work. Keep that 1/8″ (3.2mm) space between the tungsten and workpiece to keep the arcuate arc.
- The pedal can be pressed harder to increase the welding power until the preset value is displayed or depressed to reduce the welding current.
- To stop welding, gradually reduce the pressure on the foot pedal.
- Continue to hold the torch on the edge of the weld until gas ceases to flow.
- 2T Mode: If you use 2T mode starting current, slow up downslope, the end current isn’t applicable.
- 4T Mode: In four-tooth mode, four steps The first is to press the on the hand switch for adjusting start current, the next let the switch go for adjusting weld current. And the third-hand switch presses to adjust the current at the end, and the final release hand switch to end welding.
AC TIG WELDING OPERATION
AC (alternating current) allows you to use AC (alternating current) to TIG weld non-ferrous alloys such as aluminum, aluminum alloys, and magnesium.
These alloys are insulating and have an oxide layer on their surface that melts at greater temperatures than base metals, making it difficult to join the base metal if the oxides have not been removed.
AC welding current is the best because of the way the AC waveform aids in breaking down the surface oxide layer. Arc ignition with HF is the most precise and easy starting on the arc.
- Install your front-end torch components using the right dimensions and tungsten electrode to complete the task. The tungsten electrode needs sharpened edges to allow AC welding using the TIG225X.
- The maximum amount of welding (amps) can be utilized by turning the Amps control knob and then observing the setting on the digital display.
- Choose the appropriate AC frequency (40-200Hz) and the AC Balance (10-90 10%). AC frequency is typically set at 60Hz. The greater the size of the AC Balance, the better the effect of cleaning will be. In the event of a high current, when you set the AC Balance setting becomes too large, it could cause the needle to start burning. Over 100A AC balances are usually set to be less than 40%.
- The torch should be held above the workpiece using 1-1/8″ (3.2mm) space between the piece of work and the tungsten.
- Press the pedal with your foot slightly to light the arc between the workpiece and tungsten. Keep that 1/8″ (3.2mm) space between the tungsten layer and the workpiece to maintain the circular arc.
- The foot pedal can be pressed harder to increase the welding power until it reaches the preset value on the display or less to lower the welding power.
- To stop welding, slowly reduce the pressure on the pedal. Keep the torch over the welding area until the gas ceases to flow.
- Keep the torch firmly over the top of the welding until gas ceases to flow.
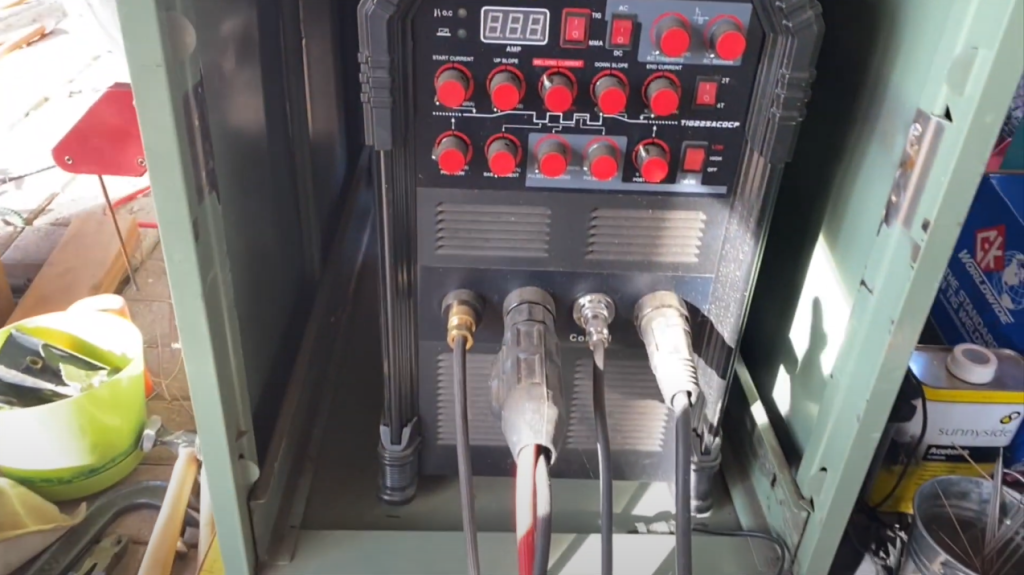
Control Dials

A Welding Current provides adjustment and control over the primary welding current. Adjustment range 10 -225 Amps (220V) 10-40 Amps (110V).
B Pre-Flow Adjustment and control of gas flow before the gas is ignited. It should take more than 0.5 seconds to deliver the shielding gas to the tip of the nozzle outlet to cover the welding starting point as well as the electrode of tungsten. If the gas line is longer from the tube, the pre-run duration must be extended. Adjustment interval: 0.1-3 seconds.
C Start Current The current that appears within the circuit upon pressing the button on the handgrip. The greater the current you start, the simpler it is to start the spark. When welding a thin sheet, too much of the initial current could result in the burning of the sheet.
The current does not increase in specific welding methods to help heat the welded part. Adjustment range 10 225 Amps (220V) 10-140 Amps (110V).
D: up Slope At the beginning of the welding current, the current rises until it reaches the calculated welding current. The adjustment range is 0-10 seconds.
E Base Current provides adjustments and control of the background welding current during the pulse welding. The settings represent a percentage of the maximum welding current. For instance, if a peak current of 100 amps, with a background current set to 20 percent (20 amps), the output current of the pulse cycle will fluctuate between 100 amps and 20 amps for every pulse cycle. Adjustment range 5-95%.
F (Pulses Per Second). When in pulse mode, it allows adjustment and setting the pulse frequency. It can adjust the number of seconds (Hz), and the power output changes between the peak current and background current settings. The adjustment range is between 10 and 200Hz (high) and 0.5 to 10Hz (low).
G: Pulse duty: The ratio of the peak voltage during a pulse interval permits you to modify how deep the penetration is. A rise in pulse duty will increase penetration depth. In contrast, the reduction in depth decreases the amount of heat that enters the material, thus reducing the chance of burning more miniature sheets or elements with smaller dimensions.
Lower pulse duty levels should be used when dealing with larger currents. For example, a proportion of 30% is recommended for currents that exceed 200A. The higher duty of the pulse is recommended for smaller currents, such as more than 50% is employed for currents less than 100A. The adjustment range is between 10 and 90 percent.
H downslope: The time of welding current dropping below the set value to zero or the final current—adjustment from 0 to 25 seconds.
I End Current The current used in specific welding methods where the arc doesn’t go out right after the welding current has finished sinks. It permits filling the crater and also the completion of the welding. Adjustment range: 10 to 220 Amps (220V) 10 140 amps (110V).
J Post Flow When the welding flame has been extinguished, it is possible to adjust and control gas flow. Post gas flow helps prevent contamination of the pool throughout its cooling time from the molten state to solid at the finish of the weld and ensures that the electrode is safe from the oxidizing atmosphere throughout the cooling cycle.
The Post Gas flow duration determines post gas flow time will be determined by the size of the tungsten and welding current being employed. If the Post Gas flow has been appropriately set, the tungsten electrode will be a clean and shiny surface. An adjustment from 0 to 15 seconds.
K AC Frequency: Adjusts the AC output frequency to regulate the arc cone’s size and enhance the directional control of the arc. The adjustment range is 40 to 200 Hz.
L AC Balance: To fully understand how balance control functions, it is first necessary to know why aluminum and magnesium have to have an AC weld output. They have an insulating surface layer that melts at a more perfect temperature than the base metal, making it difficult to join the base metal if the oxides have not been eliminated.
AC welding currents are perfect because the AC output aids in breaking up the oxide layer. You can adjust the current flow using the AC Balance dial. AC Balance dial is for changing the current flow rate between negative (+) and negative (-).
What You Should Know Before Buying The Primeweld TIG225x

Control Panel
With the PrimeWeld TIG225X welder, you have a lot of control. However, you do it via knobs. Thus, you must ensure each knob is at the right setting, individually. Presets are not available for recall.
Only the amperage is displayed on the digital display. Most people believe that it displays all the settings. This isn’t the case; only the amps are displayed.
Consumables

CK does not manufacture consumables for this PrimeWeld welder. Consumables for the CK17 torch will need to be upgraded for some. As a general rule, ordering some extra consumables when ordering a new welder is not a bad idea, regardless of the brand.
Portability
Despite the fact that it is light and easy to move around, this welder is not the smallest you will find. It weighs 41 pounds and has the size and shape of a medium suitcase. Hence, it can be moved around, but you won’t want to carry it for long distances.
PrimeWeld TIG225X – What Makes It Great?

Two-Input Power Option
When it comes to tools, versatility is key for most of us. It is far more versatile to have a welder that will work with 120V and 240V outlets. A 120V adapter is included with the welder so it can convert from a 240V to a 120V plug. This means you are ready to go right away.
Rocker Style Footpedal
The foot pedal used on this welder was a lever-style pedal, which gets mixed reviews from welders. People complain that pedal scoots away from them as they use them.
However, not anymore. These now come with a foot pedal shaped like a rocker, which is preferred by many welders. As a result, you can weld right out of the box with the supplied foot pedal without modifying or replacing it.
Control of the welding process
Although I am not a fan of the knobs, credit must be given where credit is due. There is a great deal of control over the welding process.
There are settings for pre-and post-gas flow, as well as slope control, pulse control, AC balance, and more. Learning how to use all these settings will take some time, but it will be worth it to gain control over the welding process.

The trigger control can even be selected as a 2T or a 4T. The 4T feature can be extremely helpful if you frequently install long welds out of position. You will feel the difference in your trigger finger.
CK Torch
It may have been a mistake to bury the lead with this one. However, you do get an authentic CK17 torch. Anyone who has been around welding for a while knows that CK makes top-notch torches. At this price point, this is a pleasant surprise.
The Superflex hose is also included. Again, this is a pleasant surprise, and you will be able to move and flex it more easily. If you don’t have to wrestle with the hose, welding is easier.
Stick Welding Option
Additionally, you get a stinger so you can stick weld those welds that don’t need to look pretty. The stick welding option may never be used by some, but it does have its advantages, so it is nice to have it when you need it.
Would you like some examples? There is no shielding gas to blow away when it’s windy, so you can still weld. Need to weld a dirty substrate? When the surface is not clean, stick welding is much more flexible than TIG welding.
AC Balance
Considering its reasonable price tag, this is another surprising feature. By doing so, you can control the balance between cleaning and penetration of your weld. Achieving AC balance gives you an edge on aluminum. More control is always a good thing.
Water Cooling Option
When you do TIG welding a lot, you know the torch can get very hot. Nonetheless, you can install a water-cooled torch on the PrimeWeld TIG225X. While you may not need this option now, knowing it is there in the future will be reassuring.
FAQs About Primeweld TIG 225x Welder

Hopefully, this review has cleared up the majority of confusion, but we’ll still address some frequently asked questions below.
Are there any certifications for TIG225X?
Definitely! A host of certifications have been obtained, including ISO- 9000, CSA CCC, and CE. Customer trust and confidence in the product have been strengthened by these well-known certifications.
Can a water cooler be attached to it?
In any case, there is a super-flex CK 17 torch with the TIG 225x. You can add a water cooler to your machine after upgrading to CK 20* water-cooled torch.
The water cooler torch should not be run dry, as it may overheat and burn the internal seal.
What is the electrical requirement for this model?
For the unit to function at its full capacity, you will need a 50 amp service wire and breakers. Especially when the item is operated on a stick or AC aluminum at 225 amps, these requirements are crucial.
Can it be used on thin metals like aluminum and other thin metals?
It is possible to use the TIG 225x to weld thin metals like aluminum or stainless steel without any issues. You may need to adjust the settings before welding, however. In addition, Primeweld TIG 225X welders are ideal for automotive applications.
Conclusion
For a much lower price than many competitive TIG welders, you get an AC/DC TIG welder that can also stick weld. This machine can run on 120 or 240 volts and gives you a lot of control over the weld. There will be some learning curve, however, as you will need to know how to set the knobs.
In addition to the upgraded rocker-style foot pedal, the CK17 torch included with this welder is one of the more unexpected features. A Superflex hose also comes with a welder. The torch is of high quality, as well.
Ultimately, this TIG welder is a good choice for small to medium-sized shops because it offers many features at a fair price, which is one of the main reasons it made it onto our list of the best TIG welders. However, the duty cycle will be too low for heavy-duty applications.